http://www.youtube.com/watch?v=4yRKsi6uWJk
http://www.youtube.com/watch?v=g6c5urLxzG0

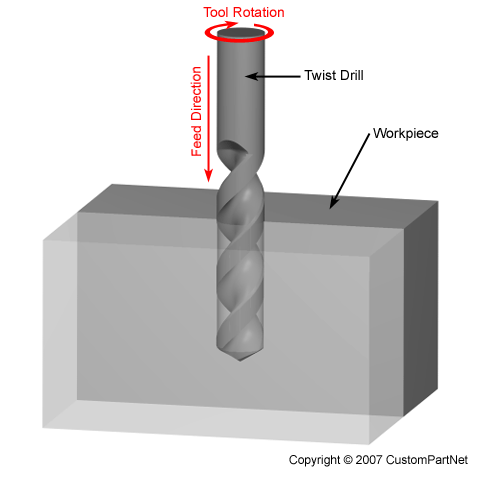
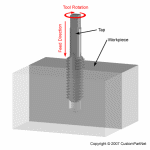
- Drilling - A drill bit enters the workpiece axially and cuts a blind hole or a through hole with a diameter equal to that of the tool. A drill bit is a multi-point tool and typically has a pointed end. A twist drill is the most commonly used, but other types of drill bits, such as a center drill, spot drill, or tap drill can be used to start a hole that will be completed by another operation
|
 |
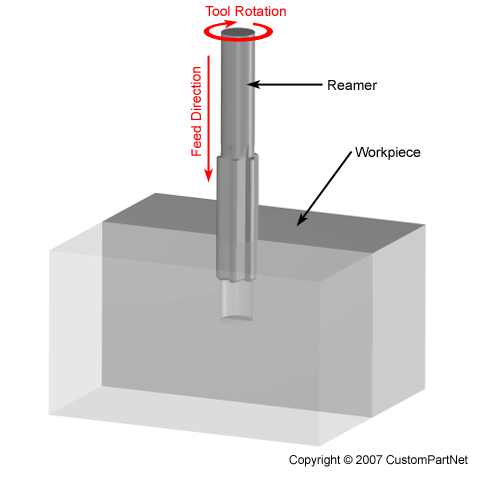
- Reaming - A reamer enters the workpiece axially and enlarges an existing hole to the diameter of the tool. A reamer is a multi-point tool that has many flutes, which may be straight or in a helix. Reaming removes a minimal amount of material and is often performed after drilling to obtain both a more accurate diameter and a smoother internal finish.
|
 |
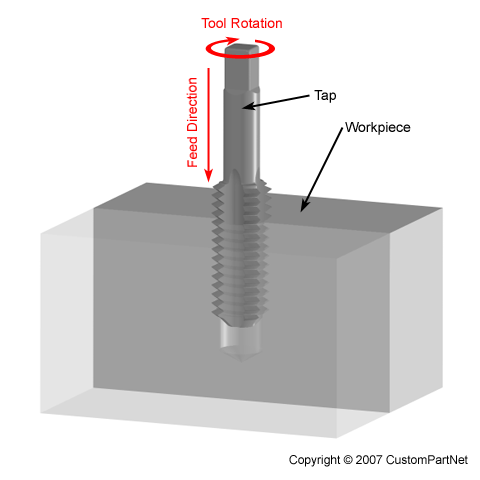
- Tapping - A tap enters the workpiece axially and cuts internal threads into an existing hole. The existing hole is typically drilled by the required tap drill size that will accommodate the desired tap. The tap is selected based on the major diameter and pitch of the threaded hole. Threads may be cut to a specified depth inside the hole (bottom tap) or the complete depth of a through hole (through tap).
|
 |
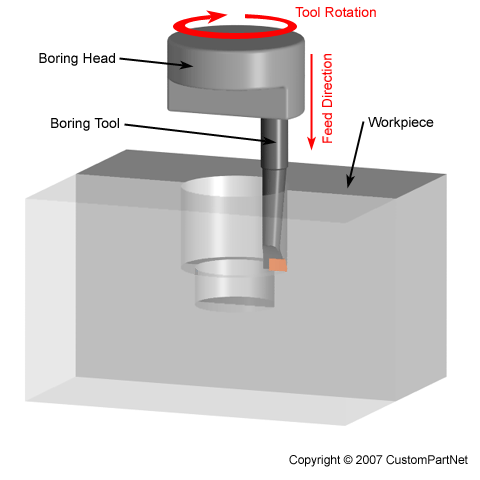
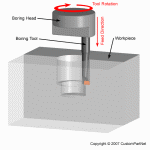
- Boring - A boring tool enters the workpiece axially and cuts along the internal surface of an existing hole to enlarge the diameter or obtain more precise dimensions. The boring tool is a single-point cutting tool, which can be set to cut the desired diameter by using an adjustable boring head.
|
 |
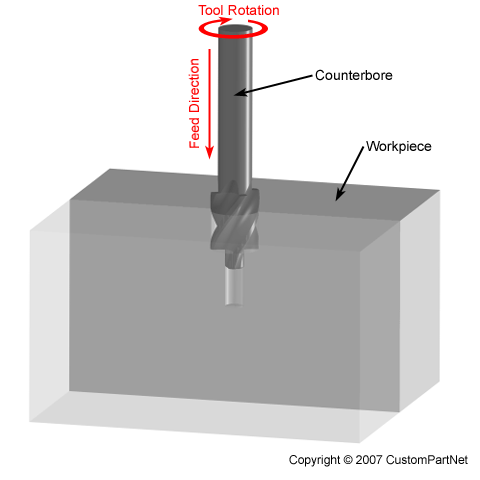
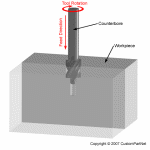
- Counterboring - A counterbore tool enters the workpiece axially and enlarges the top portion of an existing hole to the diameter of the tool. Counterboring is often performed after drilling to provide space for the head of a fastener, such as a bolt, to sit flush with the workpiece surface. The counterboring tool has a pilot on the end to guide it straight into the existing hole.
|
 |
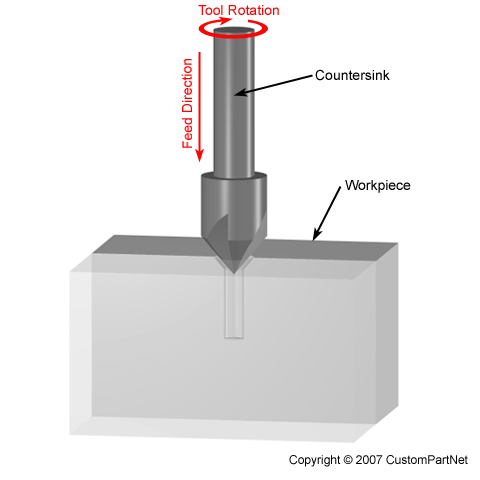
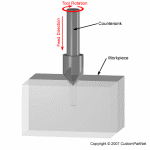
- Countersinking - A countersink tool enters the workpiece axially and enlarges the top portion of an existing hole to a cone-shaped opening. Countersinking is often performed after drilling to provide space for the head of a fastener, such as a screw, to sit flush with the workpiece surface. Common included angles for a countersink include 60, 82, 90, 100, 118, and 120 degrees.
|
 |
After reaming to the smallest diameter that you think you'll need, clean out the bore and insert a valve and check it's stem to valve clearance (like I did originally to determine if I needed new guides). Mark this valve so that it always goes back in the same guide. Tolerances on new valves are pretty close, but they are still not identical. You can use this to your advantage by swapping them around until you get a perfect fit. All of my intakes were slightly larger than my exhaust valves, which I think is a deliberate attempt to give larger clearances on the exhausts, since they run much hotter than the intakes.

An 11/32" pilot shaft is inserted into the valve guide for a grinding stone holder to ride on. The blue stuff is Dykem machining dye, which makes it easier to see what you're doing. This seat has already had the seat cut. Astute readers will notice that this head's not been bored yet. That's because this picture was made when I was doing Mark Jones' valve job. I should have made a "before and after" shot, showing the little pits of seat erosion that would have eventually promoted "burning" a valve face.

The grinding stone is spun by a special right angle drill made for the job. Here you can see the sparks flying as the seat is reground. Let the record show that this is definitely "old school" valve grinding equipment, bought cheap at a "real" garage sale, where the mechanic was retiring and closing up shop. This works fine, but is more work than the new method, the "Neway Valve Seat Cutter". See more on that at the update down at the bottom of this page.

Sometimes you'll discover that your guide is not concentric with the valve seat. See how only the left half has been resurfaced, but the right side is untouched? Don't worry, it's nothing that you did wrong...